-
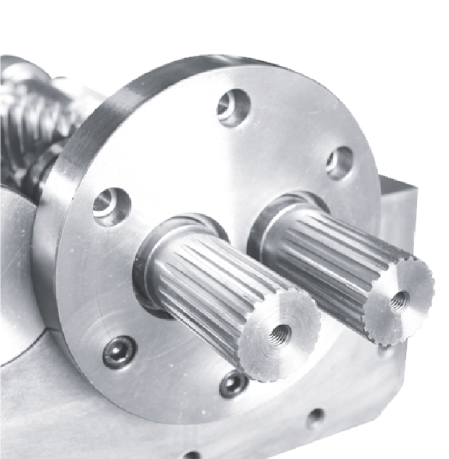
 DESIGN INNOVATIONDesign via listening | Value added | Innovation plus breakthroughs | Mechanical aesthetics
DESIGN INNOVATIONDesign via listening | Value added | Innovation plus breakthroughs | Mechanical aesthetics
Listening to the demands for design is the
driving force for innovation plus breakthroughs -
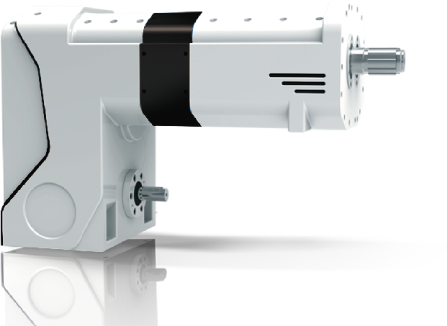
 SERVICES QUALITYIn pursuit of quality | Listening to the demands | Never-ending improvement | Customers first
SERVICES QUALITYIn pursuit of quality | Listening to the demands | Never-ending improvement | Customers first
Quality is a service promised
by BSG for each client -
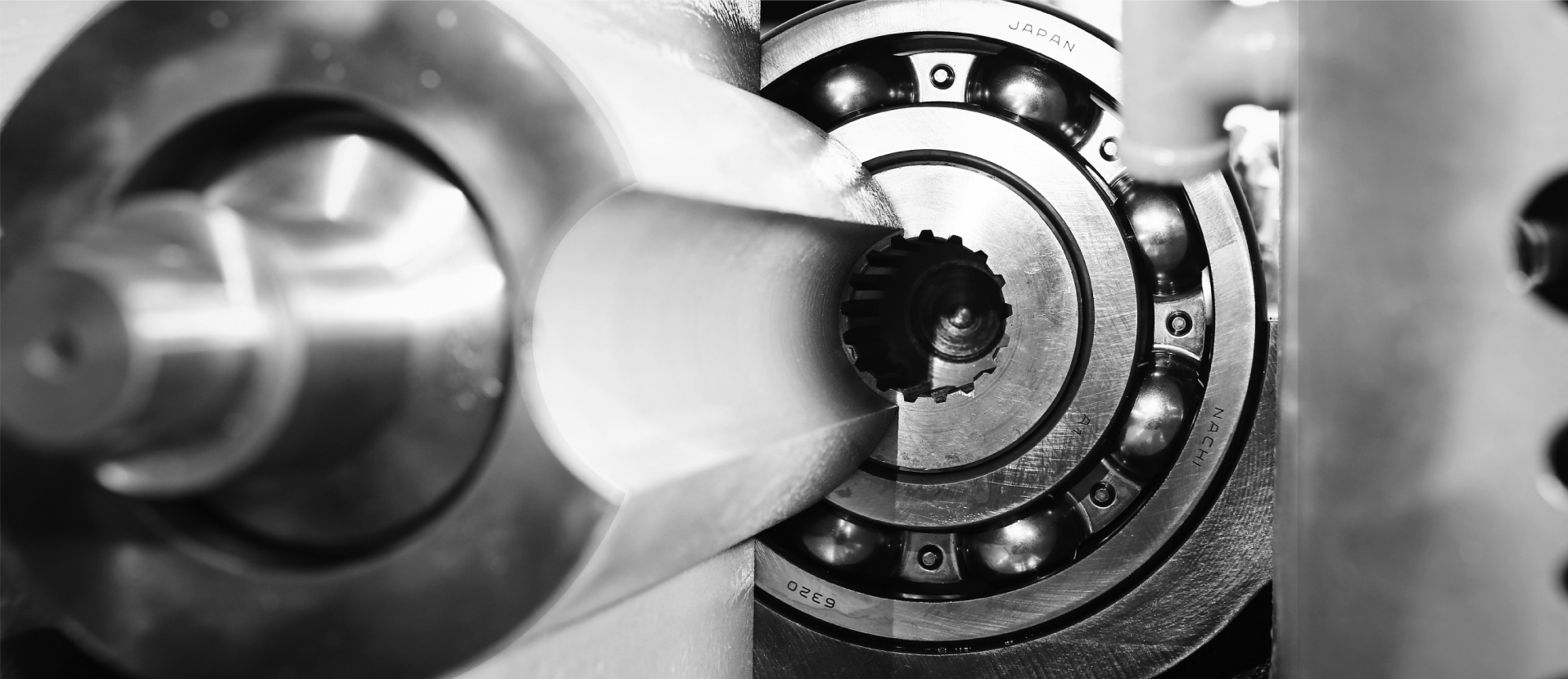
 EXCEPTIONAL PERFORMANCESmart design Top performance | Scientific figures Outstanding actualization
EXCEPTIONAL PERFORMANCESmart design Top performance | Scientific figures Outstanding actualization
Exceptional performance actualized by
the factual data of hyper high revolutions -
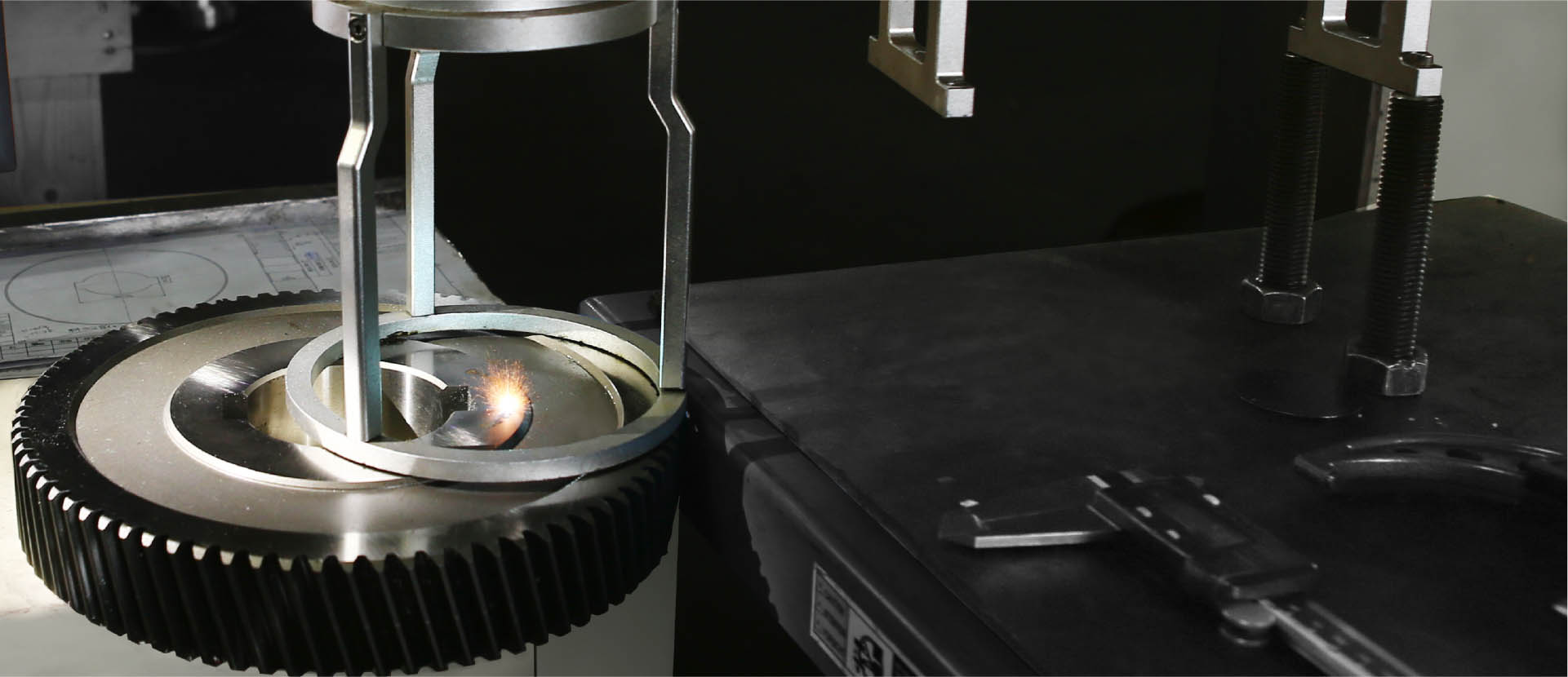
 ADVANCED CRAFTExceptional craft | Details refined | Advancement over time | Top brand trusted
ADVANCED CRAFTExceptional craft | Details refined | Advancement over time | Top brand trusted
The motto in pursuit of Exceptional
craft as the value of BSG









News
DATE:2023/04/17-04/20
EXHIBITION:2023 CHINAPLAS
LOCATION: Shenzhen World Exhibition & Convention Center, PR China
BOOTH NO: 6W79
EXHIBITION:2023 CHINAPLAS
LOCATION: Shenzhen World Exhibition & Convention Center, PR China
BOOTH NO: 6W79
DATE:2023/02/01-02/05
EXHIBITION:PLASTINDIA 2023
LOCATION:New Delhi, India
BOOTH NO:14H-GF-FP-G-9
EXHIBITION:PLASTINDIA 2023
LOCATION:New Delhi, India
BOOTH NO:14H-GF-FP-G-9
- Date:2022/11/30
Due to government policy, BSG's second plant Anting location is now for storaging purpose only.

Exhibitions & Events
Here you will find all the latest news about the company including events we're exhibiting at.
Exhibitions
Events
Exhibitions

2023 CHINAPLAS
-
DATE:2023/04/17-04/20
EXHIBITION:2023 CHINAPLAS
LOCATION: Shenzhen World Exhibition & Convention Center, PR China
BOOTH NO: 6W79
Events
BSG's second plant Anting location
- Date:2022/11/30
Anting plant's employee had all been relocated back to Shanhua plant since 2022, March.
Any visitation purpose to Anting plant please inquire BSG to arrange your appointment. Appointment number +886-6-581-1101

Bsg Gear Ltd.
No.11, Aly. 31, Ln. 69, Xingnong Rd., Shanhua Dist., Tainan City 741, Taiwan
Tel +886-6-5811-101 / 5811-102
Fax +886-6-5811-103
www.bsg.com.tw

TOP